







فرآیند پاشش پودر الکترواستاتیک
نام تجاری CHANJEOU
منبع محصول فوشان
زمان تحویل ۱۵ روز
ظرفیت عرضه ۳۰۰۰۰۰۰ تن
پوشش پودری یک ترکیب جامد خالص از پوشش است که میتواند به صورت کاملاً اتوماتیک اسپری شود، مقدار زیادی پودر یا پودر فوق پاششی، که به راحتی توسط سیستم بازیابی جمعآوری میشود تا به هدف بازیافت برسد. بنابراین، میزان استفاده از پوششهای پودری میتواند تقریباً به ۱۰۰٪ برسد، که باعث میشود صنعت پوشش، هزینه تصفیه ضایعات را کاهش دهد و در عین حال میزان آلودگی محیط زیست را به حداقل برساند.
پوشش پودری الکترواستاتیک
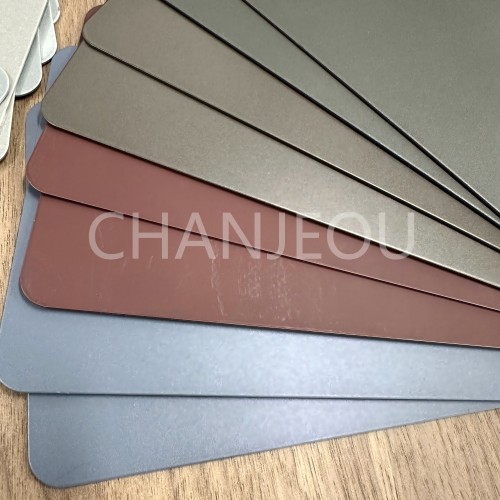
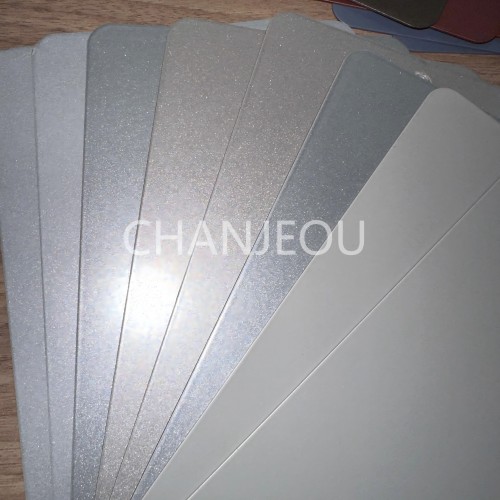
از تجهیزات پاشش پودر الکترواستاتیک (دستگاه پاشش الکترواستاتیک) برای پاشش پوشش پودری روی سطح قطعه کار استفاده کنید. تحت تأثیر الکتریسیته ساکن، پودر به طور یکنواخت روی سطح قطعه کار جذب میشود و یک پوشش پودری تشکیل میدهد. پوشش پودری تحت پخت، تراز کردن و جامد شدن در دمای بالا قرار میگیرد تا به پوشش نهایی با جلوههای مختلف (انواع مختلف جلوههای پوششهای پودری) تبدیل شود.
مراحل دقیق
۱. پیشپردازش
هدف: حذف لکههای روغن، گرد و غبار و زنگ از سطح قطعه کار و ایجاد یک لایه فسفاته دددددددد یا لایه کرومه دددددددد مقاوم در برابر خوردگی روی سطح قطعه کار که میتواند چسبندگی پوشش اسپری را افزایش دهد. مراحل اصلی فرآیند: چربیزدایی، زنگزدایی، فسفاته (کرومیزه کردن)، غیرفعالسازی. پس از پیشعملیات، قطعه کار نه تنها هیچ روغن، زنگزدگی یا گرد و غباری روی سطح ندارد، بلکه یک فیلم فسفاته خاکستری یکنواخت و خشن (فیلم کروم) روی سطح براق سفید نقرهای اولیه تشکیل میدهد که به راحتی زنگ نمیزند. این میتواند از زنگزدگی جلوگیری کرده و چسبندگی پوشش اسپری را افزایش دهد.
سه روش معمول پیش تصفیه وجود دارد: خیساندن، اسپری کردن و آبشاری. خیساندن به چندین مخزن خیساندن نیاز دارد؛ اسپری کردن نیاز به راهاندازی یک خط اسپری در خط مونتاژ اسپری کردن دارد؛ روش آبشاری زمانی است که محلول مستقیماً از یک مکان مرتفع به پایین قطعه کار جریان مییابد.
۲. پاشش الکترواستاتیک
هدف: پاشش یکنواخت پوشش پودری روی سطح قطعه کار. قطعات کار خاص (از جمله مناطقی که مستعد محافظت الکترواستاتیک هستند) باید با استفاده از دستگاههای پاشش الکترواستاتیک با کارایی بالا اسپری شوند.
مراحل فرآیند: با استفاده از اصل جذب الکترواستاتیک، یک لایه پوشش پودری را به طور یکنواخت روی سطح قطعه کار اسپری کنید؛ پودر ریخته شده از طریق یک سیستم بازیافت بازیابی میشود.
۳. عملآوری
هدف: جامد کردن پودر پاشیده شده روی سطح قطعه کار.
مراحل فرآیند: قطعه کار اسپری شده را به مدت 20 دقیقه در کوره با دمای بالا در حدود 200 درجه سانتیگراد قرار دهید (دما و زمان پخت به کیفیت پودر انتخابی بستگی دارد و دمای پخت پودر در دمای پایین مخصوص حدود 160 درجه سانتیگراد است که باعث صرفه جویی بیشتر در انرژی می شود) تا پودر ذوب، صاف و جامد شود.
چرا ما را انتخاب کنید؟
1، تولید کننده سابقه طولانی
2، تیم مهندسی حرفه ای
3، تیم خدمات پس از فروش قابل اعتماد
۴، قیمت مناسب
5، تامین کننده قابل اعتماد
فهرست مشتریان:
عربستان سعودی، ترکیه، بنگلادش، هند، برزیل، کویت و غیره
تماس با ما:
ایمیل: ملودی@چانجئو.کام
اپلیکیشن واتساپ: +86 13450531604






